Mô tả
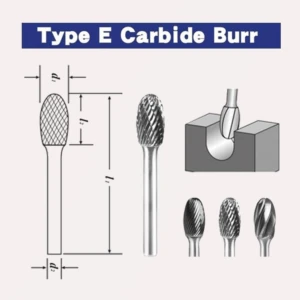
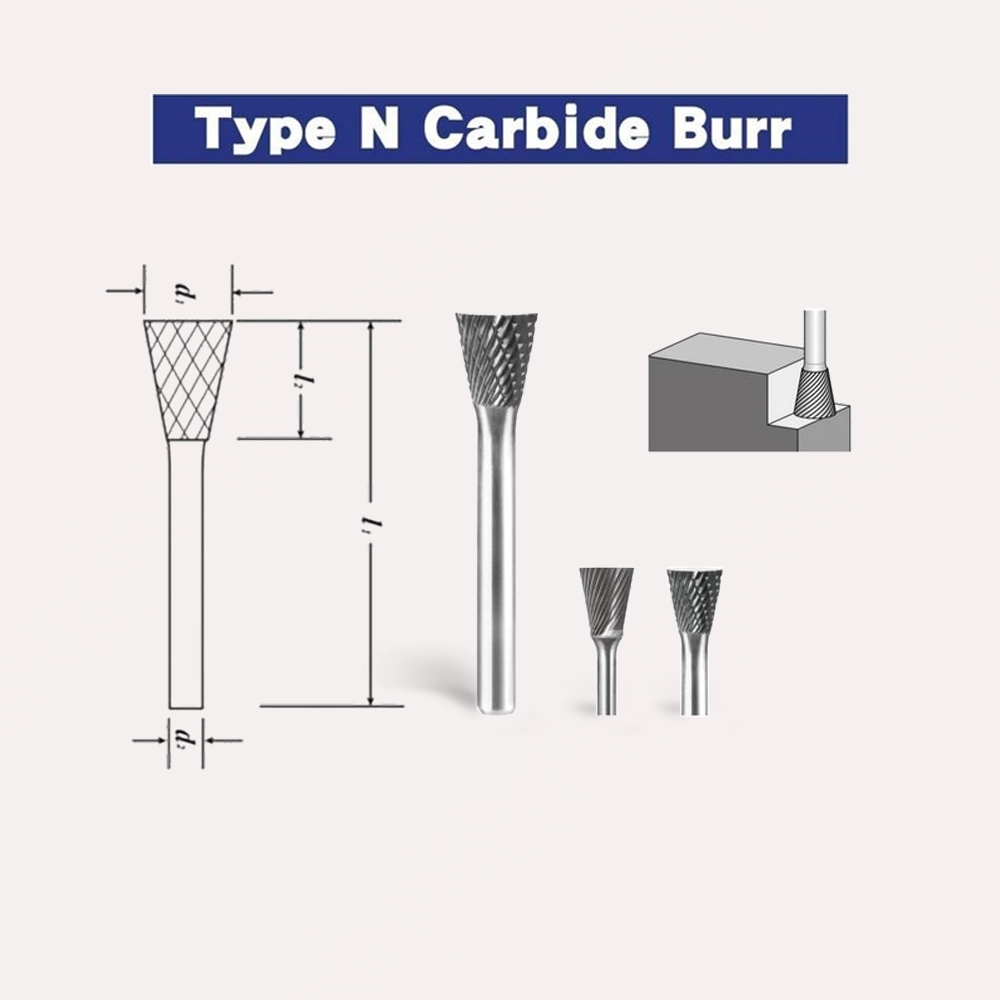
Carbide Burr Shape N (Inverted Cone): Xử lý mép trong & undercut
Shape N là inverted cone (nón ngược) cho phép tiếp cận mặt dưới mép lỗ / vai
trong để vát hoặc tạo undercut nhẹ – nơi các cone thường (L 60° / M 90°) không chạm vì góc mở sai hướng. Bài
viết giúp bạn nhận ra khi nào cần “nón ngược” thay vì point / cone chuẩn.
1. Shape N là gì?
Shape N có đầu dạng nón đảo (đáy lớn hướng ra ngoài) tạo mép cắt nghiêng hướng lên. Khi đưa vào mép trong
(mặt dưới của lỗ / rãnh nông), phần cạnh nón tiếp xúc từ dưới – hỗ trợ vát mép trong hoặc phá bavia
phía dưới mà cone chuẩn không áp được.
⬇️Tải tài liệu Carbide Burr (PDF)
Liên kết: so sánh các loại.
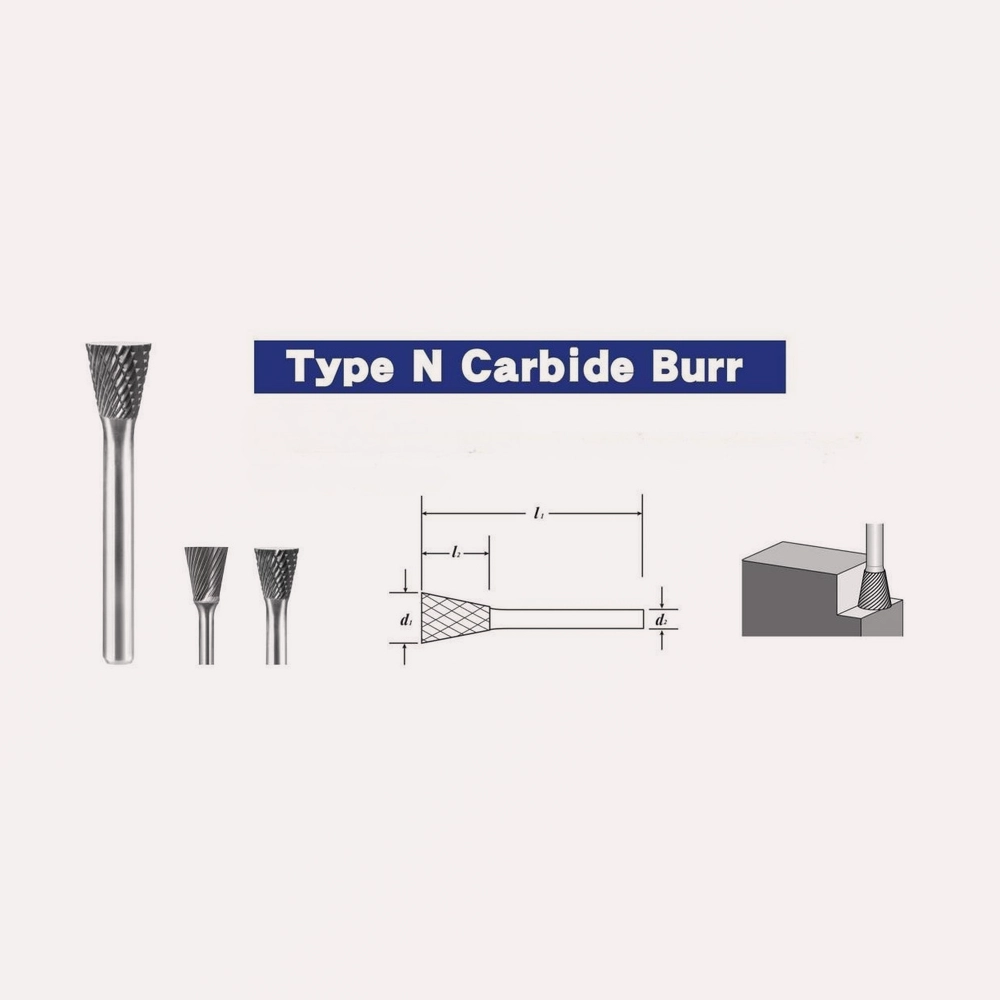
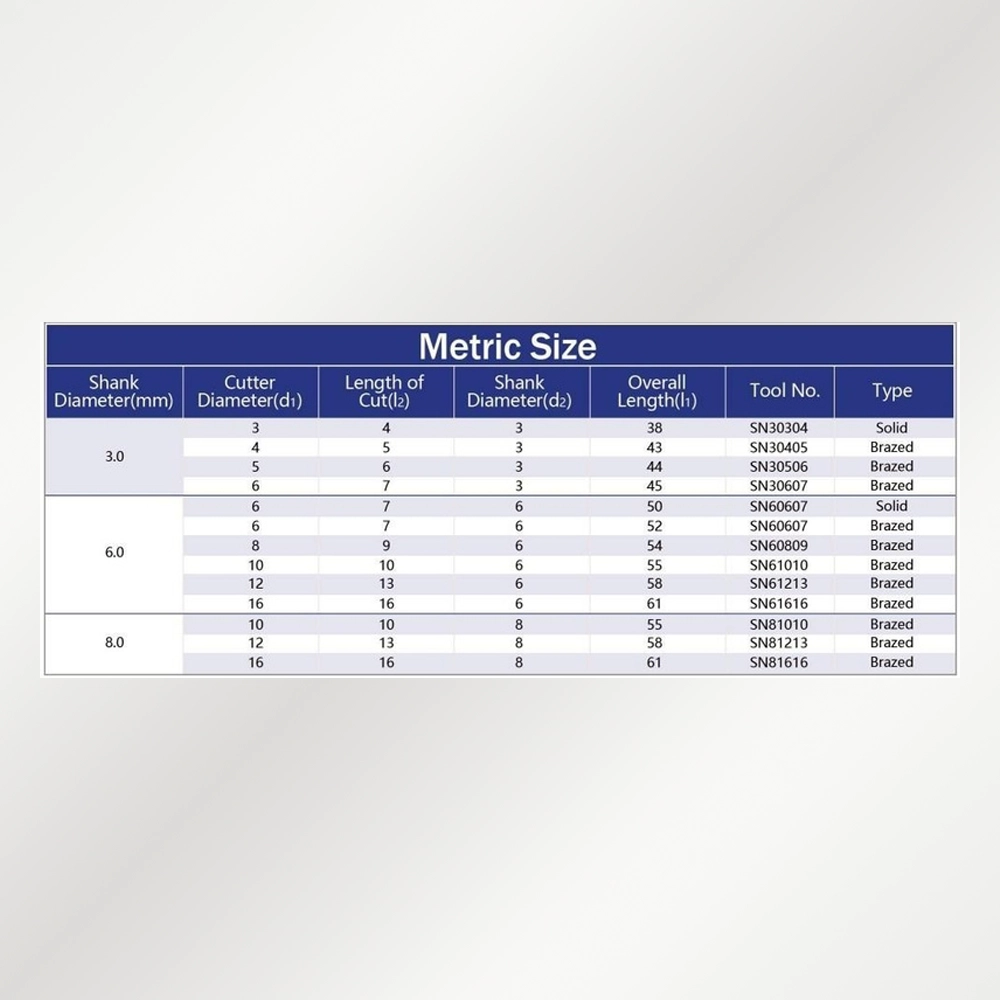
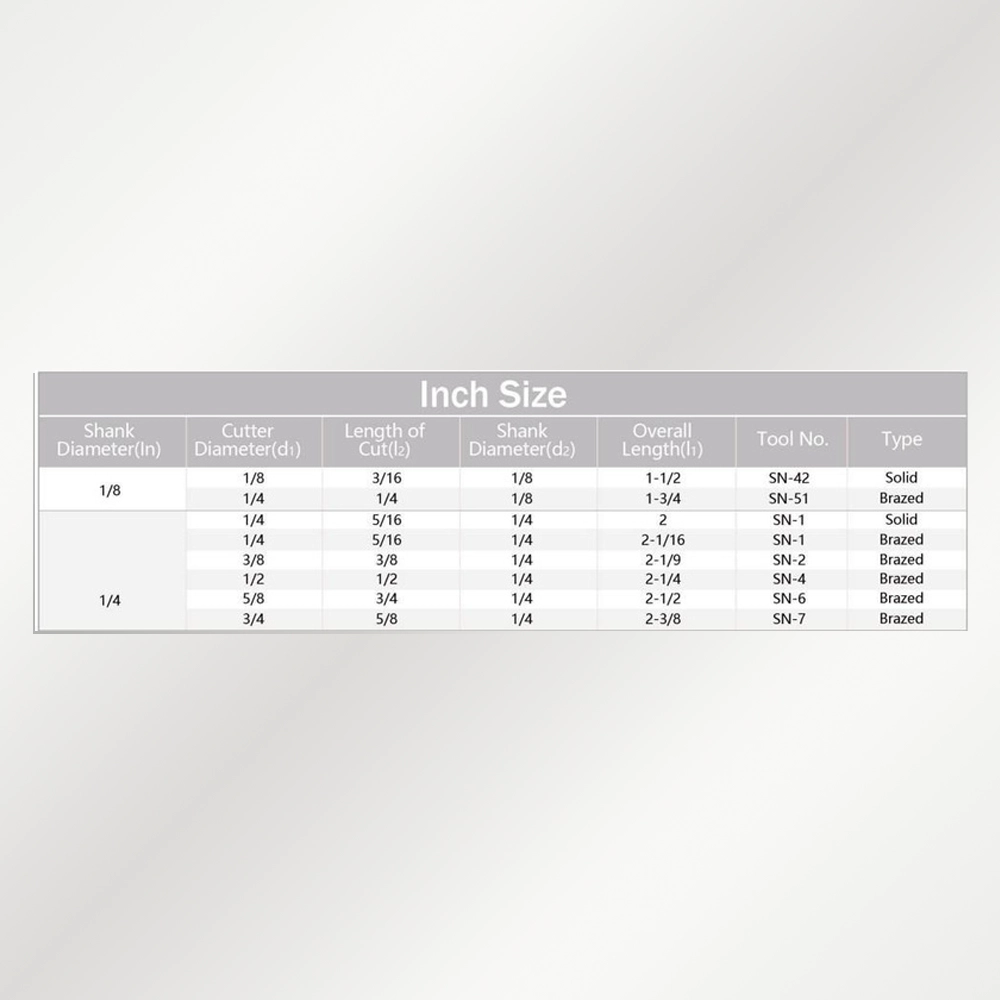
2. Kích thước (Metric & Inch)
Dưới đây là bảng kích thước tham khảo cho Shape N theo hệ Metric và Inch. Vui lòng đối chiếu mã Tool No. và
đường kính cán/cutter trước khi đặt hàng.
3. Khả năng tiếp cận mép trong & undercut
Khi mép dưới có bavia hoặc cần phá sắc nhẹ, các cone chuẩn (L/M) bị hướng côn đẩy ra ngoài. Inverted cone cho
phép đặt cạnh cắt song song mép trong và rê nhẹ vòng cung để đồng nhất vát. Với undercut
mỏng, có thể tạo rãnh thoát nhỏ giúp phủ / sơn ăn đều hoặc giảm cấn lắp.
Mép dưới lỗ
Xóa bavia phía trong.
Undercut nhẹ
Tạo lỗ mở dẫn / thoát phủ.
4. Ứng dụng (bảng tình huống)
| Tình huống | Mục tiêu | Lưu ý thao tác |
|---|---|---|
| Mép dưới lỗ khoan | Phá bavia trong | Tiếp cận ổn định, quét tròn nhẹ |
| Vai trong rãnh nông | Vát nhẹ giảm sắc | Không ép đứng tại chỗ |
| Undercut nhẹ dẫn phủ | Tạo rãnh thoát nhỏ | Pass ngắn, kiểm soát lực |
| Chuẩn bị bo / mài tinh | Mở sắc trước | Chuyển sang J hoặc K nếu cần vát khác |
5. Khi KHÔNG nên dùng
- Bề mặt phẳng mở rộng – dùng A/B hoặc L/M.
- Cần vát mép ngoài chuẩn 60°/90° – dùng L hoặc M.
- Tạo chamfer sắc sâu – dùng K (point) hoặc cone chuẩn.
- Undercut sâu đòi hỏi kiểm soát hình học – cần dụng cụ chuyên biệt khác.
6. So với Shape L / M / K
| Tiêu chí | Shape N (Inverted) | Shape L (Cone 60°) | Shape M (Cone 90°) | Shape K (Point) |
|---|---|---|---|---|
| Mép trong | Rất tốt | Kém (hướng côn) | Kém | Trung bình (phụ thuộc tay) |
| Undercut nhẹ | Tốt | Kém | Kém | Hạn chế |
| Chamfer ngoài chuẩn | Kém | Rất tốt (60°) | Rất tốt (90°) | |
| Vát sắc biến đổi | Hạn chế | Trung bình | Trung bình | Rất tốt |
| Kiểm soát rung mép trong | Tốt (cạnh áp ổn) | Trượt / bật | Trượt | Rủi ro rãnh |
Shape L & Shape M dành cho chamfer ngoài chuẩn; Shape K linh hoạt vát sắc; Shape N chuyên mép trong / undercut.
Nguồn tham khảo ngữ cảnh (nofollow): inverted cone burr note.
7. FAQ
- Khi nào dùng Shape N?
Khi mép dưới hoặc vai trong cần vát / bỏ bavia mà cone chuẩn không chạm.
- Khác cone 60°/90°?
N lật hướng côn để tiếp cận từ dưới; L/M chỉ xử lý mép ngoài.
- Có gây rung cạnh?
Có thể nếu ép đứng; dùng quỹ đạo quét vòng nhỏ giảm rung.
- Pattern đề xuất?
Double hoặc Fine tùy bề mặt; Aluminium nếu vật liệu dính.
Gửi dạng mép trong + vật liệu → gợi ý shape
Mô tả mép trong (lỗ / vai / undercut), vật liệu & vấn đề (bavia, sắc, cần thoát). Đội kỹ thuật phản hồi:
dùng N hay chuyển L/M/K.
Không chắc cần N hay K? Liên hệ kỹ thuật