Mô tả
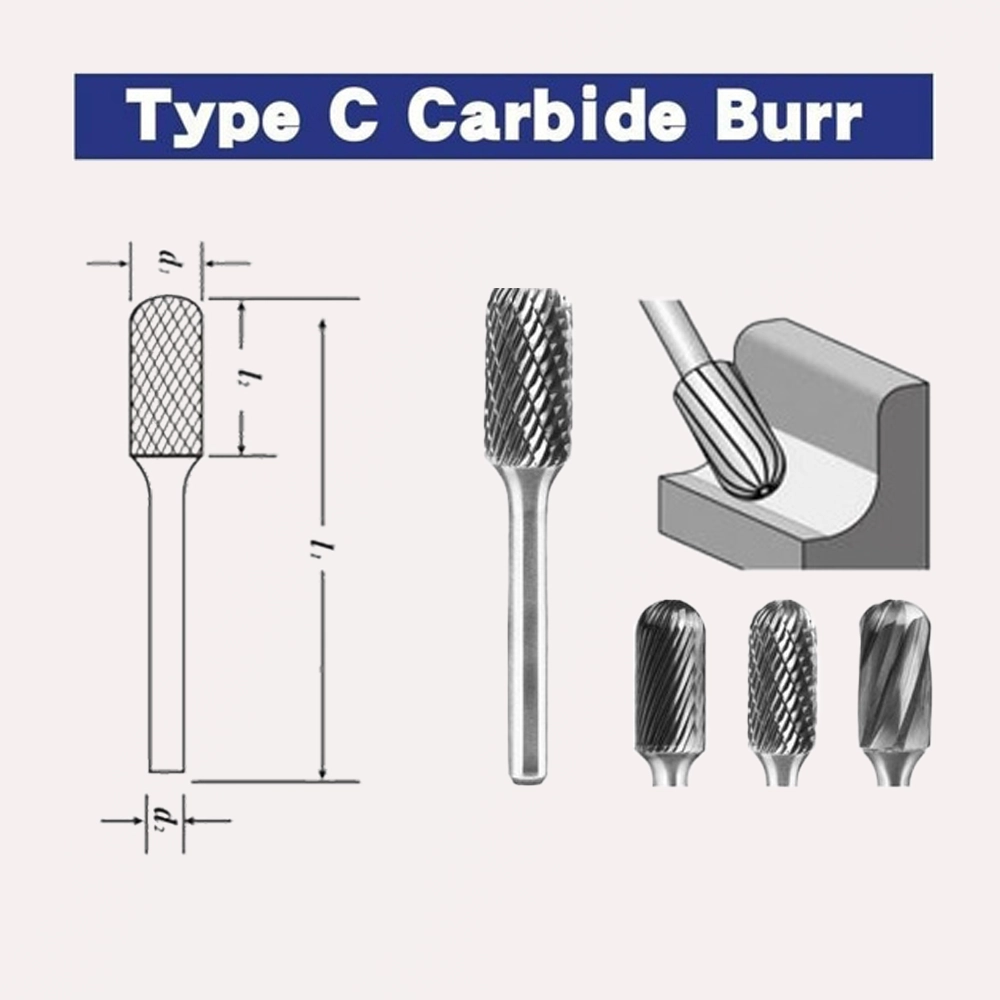
Carbide Burr Shape C (Cylinder End Ball): Tối ưu bo mép sâu?
Shape C là dạng trụ thân thẳng với đầu cầu lớn cho phép vừa san phẳng cục bộ
vừa bo sâu mép / chuyển tiếp hốc sâu hơn Shape B (đầu bo nhẹ). Bài viết giúp bạn xác định
khi nào cần “đầu cầu” thay vì đầu bo nhẹ – và giới hạn trong rãnh hẹp.
1. Shape C là gì?
Shape C kết hợp thân trụ (ổn định dẫn hướng khi tiếp xúc nhẹ) với đầu cầu toàn phần cho phép
bo mép sâu hoặc làm mượt chuyển tiếp hốc nông. Khác Shape B (đầu bo nhẹ), vùng cầu lớn hơn nên có thể “ôm”
cung rộng hơn trong một quỹ đạo xoay.
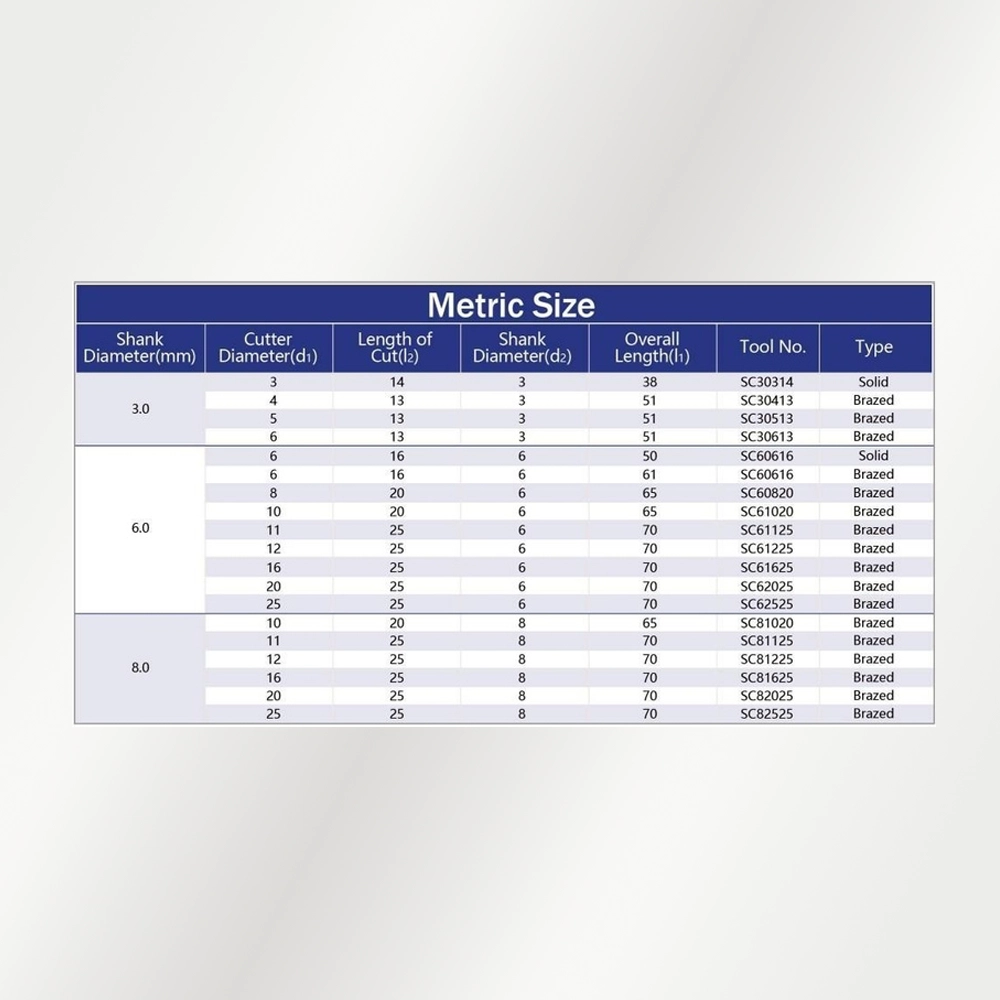
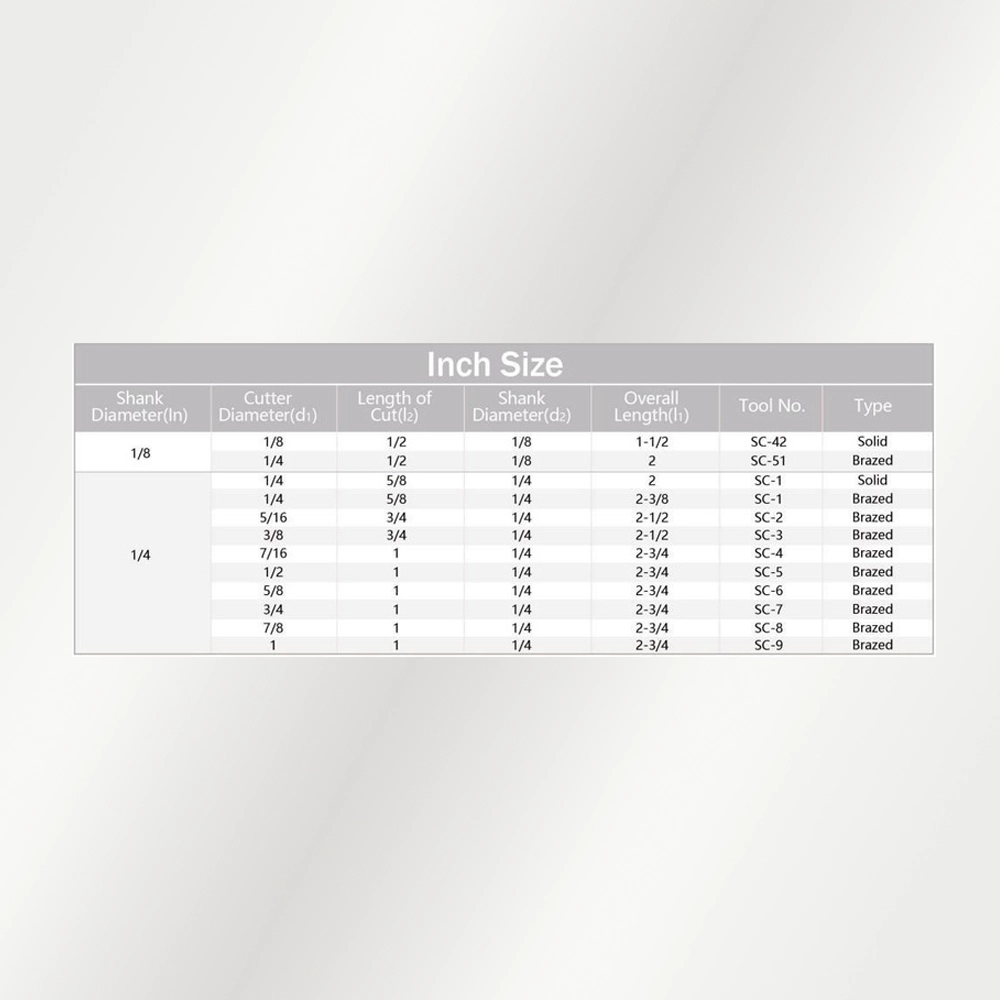
2. Kích thước (Metric & Inch)
3. Khả năng bo sâu & tiếp cận hốc
Đầu cầu tạo tiếp xúc điểm – thành dải khi thay đổi nhẹ góc nghiêng, cho phép “vuốt” cung sâu
dần mà không tạo vết bậc rõ nếu lực đều. Khi mở rộng góc nghiêng, diện tiếp xúc tăng dần giúp phân tán áp
lực và làm mượt vùng giao giữa mặt phẳng và hốc.
Bo sâu hơn
Vượt giới hạn bo nông của Shape B.
Chuyển tiếp hốc
Giảm “bậc” khi nối mặt phẳng – vùng lõm.
3. Ứng dụng chính
| Tình huống | Mục tiêu | Lưu ý thao tác |
|---|---|---|
| Bo mép sâu sau phá bavia | Tạo bán kính đều | Tăng góc từ nhỏ → lớn dần |
| Chuyển tiếp hốc nông | Mượt, không bậc | Đi cung quét vòng tròn nhỏ |
| Sửa khía sắc ở mép phay | Làm tròn tránh ứng suất | Không ép dừng tại chỗ |
| Tinh nhẹ trước bước đánh mịn | Bề mặt chuyển tiếp đồng đều | Chuyển sang Shape D hoặc E nếu cần bề mặt đặc thù |
5. Khi KHÔNG nên dùng
- Rãnh hẹp / khe sâu đường kính nhỏ – đầu cầu khó chui và dễ kẹt phoi.
- Cần bo đa hướng phức tạp sâu hơn (Shape D linh hoạt hơn).
- Chỉ cần bo nhẹ nông – Shape B đủ, tiết kiệm thời gian.
6. So với Shape B / D / E
| Tiêu chí | Shape C | Shape B | Shape D (Ball) | Shape E (Oval) |
|---|---|---|---|---|
| Đầu | Cầu toàn phần | Bo nhẹ | Cầu | Oval đối xứng |
| Bo mép sâu | Tốt | Hạn chế | Rất tốt đa hướng | Trung bình (bo nhẹ) |
| Chuyển tiếp hốc nông | Tốt | Trung bình | Tốt đa hướng | Mượt (blend) |
| Rãnh hẹp | Kém | Kém | Trung bình (tiếp xúc điểm) | Kém |
| Kiểm soát trên diện phẳng | Trung bình | Tốt | Thấp (tiếp xúc điểm) | Tốt (phân tán) |
Shape B đủ nếu chỉ bo nhẹ; Shape D linh hoạt đa hướng hơn trong hốc phức tạp;
Shape E (Oval) hỗ trợ blend mềm khi không cần bán kính sâu.
7. FAQ
- Khi nào dùng Shape C?
Khi cần bo mép sâu hoặc chuyển tiếp hốc nông mượt hơn khả năng Shape B.
- Khác Shape B thế nào?
Đầu cầu lớn hơn cho bán kính sâu hơn & tiếp xúc cung rộng hơn.
- Dùng trong rãnh hẹp?
Không tối ưu – khó điều khiển và dễ kẹt phoi.
- Pattern phù hợp?
Thường Double / Fine tùy mức hoàn thiện; Aluminium Cut cho nhôm để giảm bám phoi.
Gửi vật liệu + độ sâu bo → gợi ý shape
Mô tả vật liệu, độ sâu bo mong muốn, dạng hốc / mép & bước trong quy trình. Đội kỹ thuật phản hồi nên
dùng Shape B, C hay chuyển thẳng Shape D.
Phân vân B hay C? Liên hệ kỹ thuật