


Mô tả
Đặc điểm nổi bật
- Hợp kim nguyên khối: Độ bền cao, chịu mài mòn tốt.
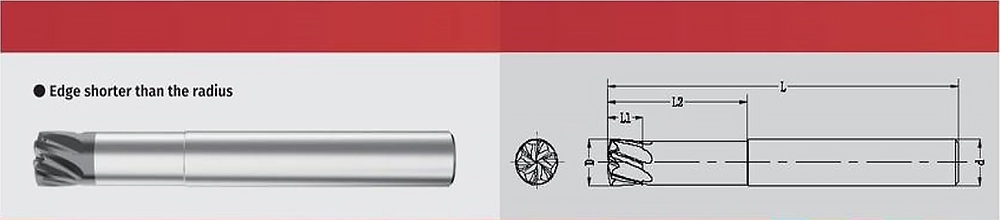
- Thiết kế mép cắt đặc biệt: Giảm lực cắt, hạn chế mẻ lưỡi.
- Thoát phoi tối ưu: Giảm nhiệt, tăng tuổi thọ dao.
- Ứng dụng đa dạng: Ramping, circular interpolation, end milling.
- Gia công tốc độ cao: Tối ưu cho sản xuất hàng loạt.
Ứng dụng vật liệu
- P: Thép carbon, thép hợp kim
- M: Thép không gỉ
- K: Gang xám, gang cầu
- N: Nhôm và hợp kim nhẹ
Thông số kỹ thuật
| Thông số | Giá trị |
|---|---|
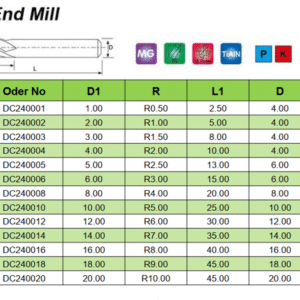
| Mã dao | DP6KEMP 080 080 075 |
| Đường kính (D) | 8 mm |
| Chiều dài cắt (L1) | 8 mm |
| Chiều dài tổng (L) | 75 mm |
| Bán kính góc (R) | 0.75 mm |
| Số lưỡi cắt | 6 |
| Góc ramping tối đa | 25° |
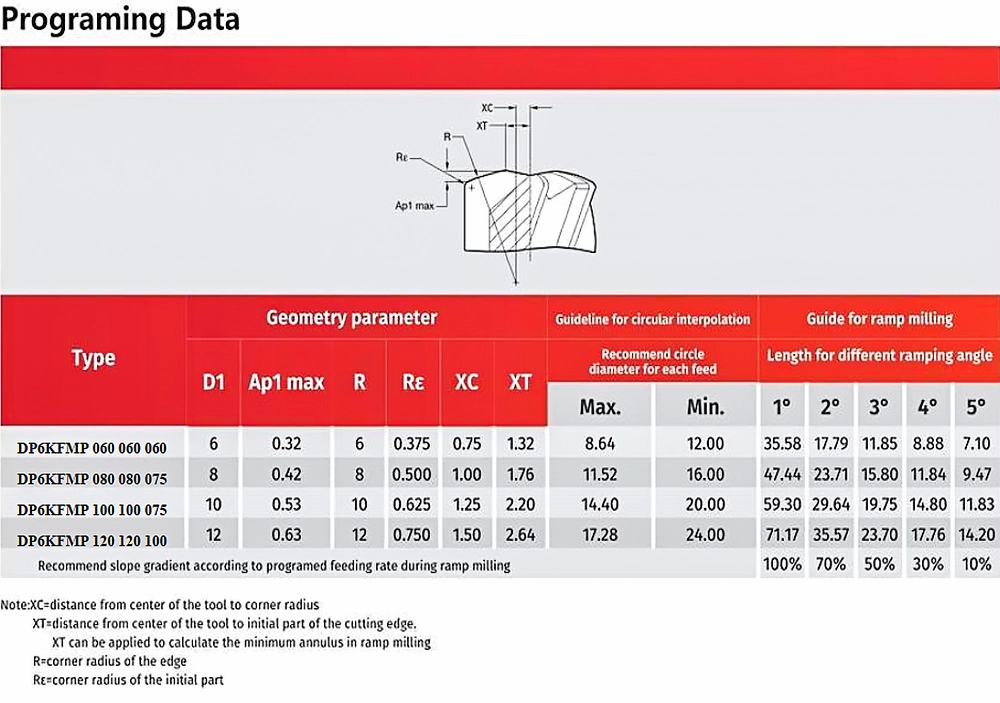
Thông số hình học & lập trình (Programming Data)
| Type | Thông số hình học | Đường kính tròn khuyến nghị | Chiều dài ramping theo góc | |||||||||||
| D1 | Ap1 max | R | Rε | XC | XT | |||||||||
| Max. | Min. | % Incline | 1° | 2° | 3° | 4° | 5° | |||||||
| DP6KFMP 060 060 060 | 6 | 0.32 | 6 | 0.375 | 0.75 | 1.32 | 8.64 | 12 | 100% | 35.58 | 17.79 | 11.85 | 8.88 | 7.1 |
| DP6KFMP 080 080 075 | 8 | 0.42 | 8 | 0.5 | 1 | 1.76 | 11.52 | 16 | 70% | 47.44 | 23.71 | 15.8 | 11.84 | 9.47 |
| DP6KFMP 100 100 075 | 10 | 0.53 | 10 | 0.625 | 1.25 | 2.2 | 14.4 | 20 | 50% | 59.3 | 29.64 | 19.75 | 14.8 | 11.83 |
| DP6KFMP 120 120 100 | 12 | 0.63 | 12 | 0.75 | 1.5 | 2.64 | 17.28 | 24 | 30% | 71.17 | 35.57 | 23.7 | 17.76 | 14.2 |
| 100% | 100% | 70% | 50% | 30% | 10% | |||||||||
Chú thích:
- D1: Đường kính dao.
- Ap1 max: Chiều sâu cắt tối đa cho mỗi lần chạy.
- R: Khoảng cách từ tâm dao đến bán kính góc.
- Re: Bán kính góc của lưỡi cắt.
- RC: Bán kính góc khuyến nghị theo góc ramping.
- XT: Khoảng cách từ tâm dao đến bán kính góc phần đầu lưỡi cắt.
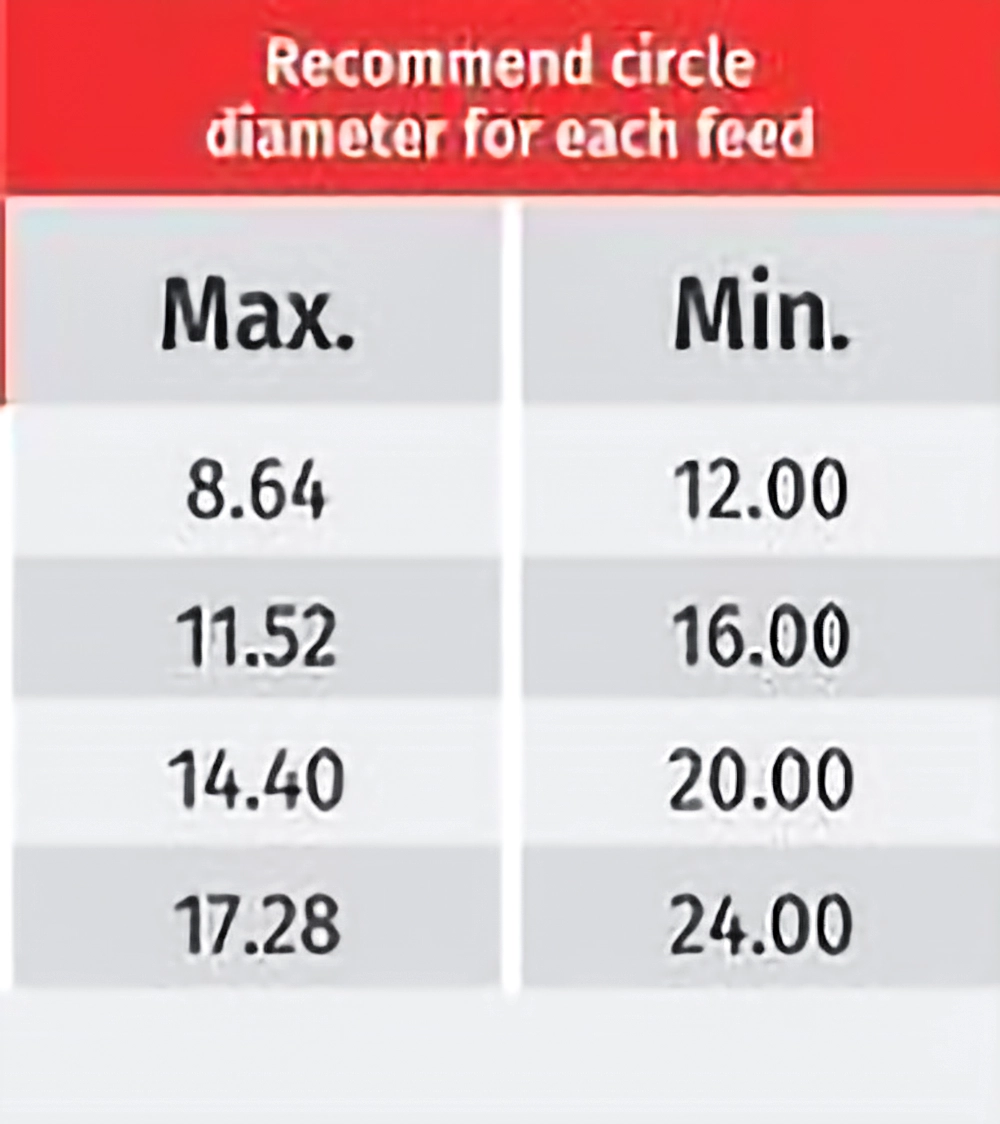
- Circular Interpolation: Bán kính tối đa/tối thiểu khi phay tròn.
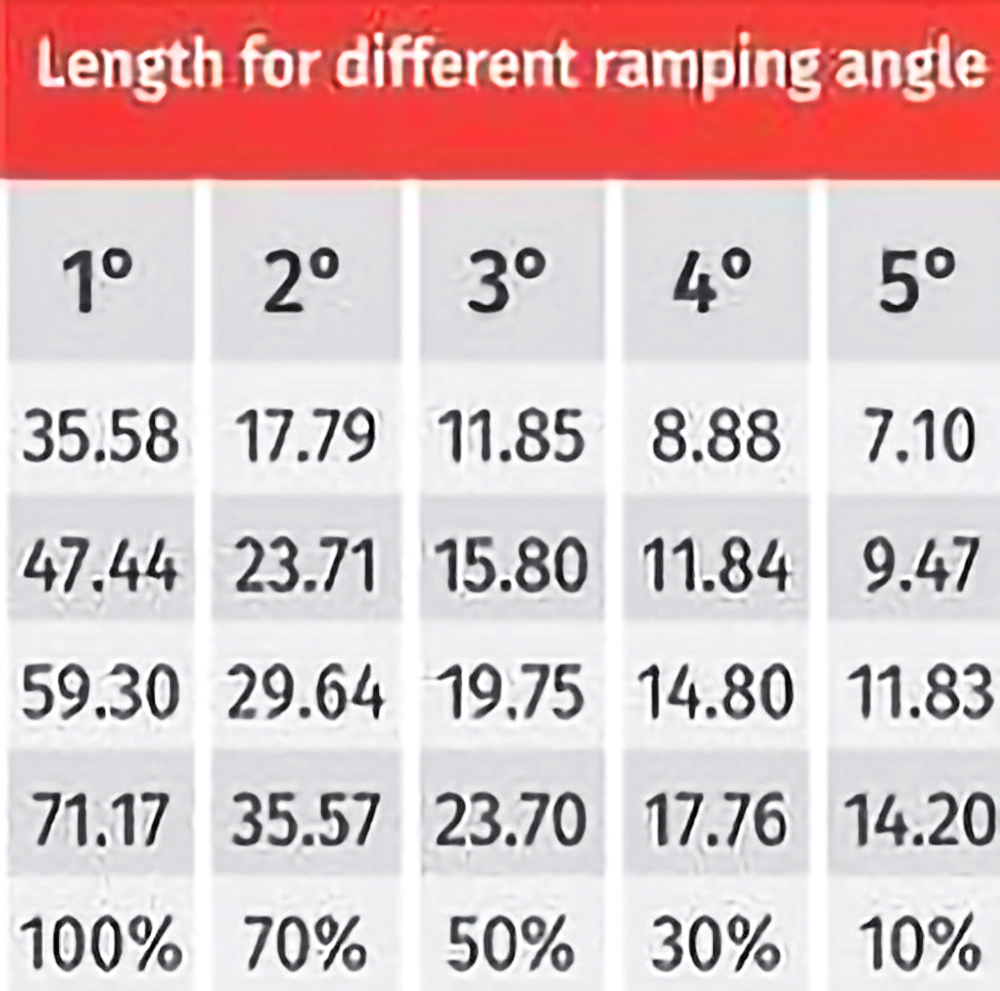
- Chiều dài ramping: Độ dài tiến dao theo các góc ramping 5°, 10°, 15°, 20°.
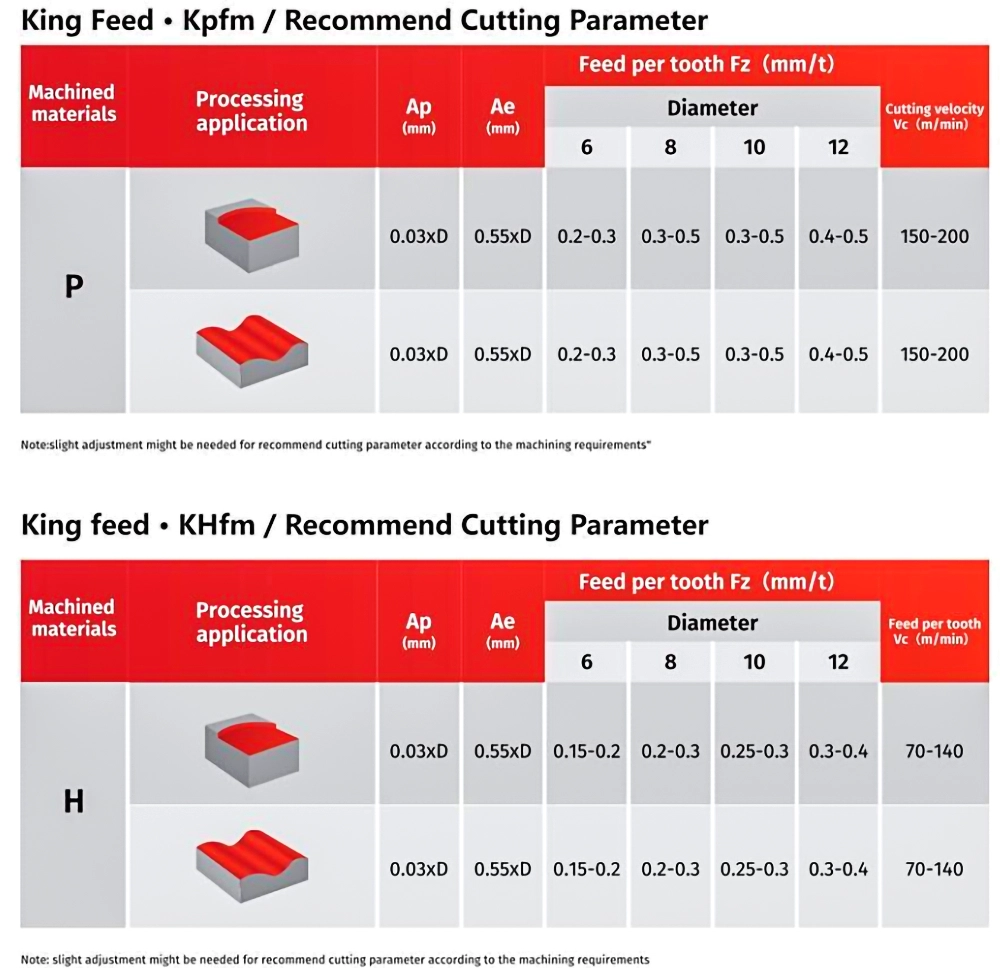
Thông số cắt khuyến nghị
| Đường kính dao (mm) | Ap (mm) | Ae (mm) | Fz (mm/răng) | Vc (m/phút) |
|---|---|---|---|---|
| 6 | 0.03D | 0.55D | 0.08 | 150–200 |
| 8 | 0.03D | 0.55D | 0.10 | 150–200 |
| 10 | 0.03D | 0.55D | 0.12 | 150–200 |
| 12 | 0.03D | 0.55D | 0.15 | 150–200 |
- Ap (Depth of cut): Chiều sâu cắt theo trục – khuyến nghị 3% đường kính dao
- Ae (Width of cut): Chiều rộng cắt theo phương ngang – khuyến nghị 55% đường kính dao
- Fz (Feed per tooth): Lượng tiến dao mỗi răng – tùy theo đường kính dao
- Vc (Cutting velocity): Tốc độ cắt – khuyến nghị từ 150 đến 200 m/phút