
Mô tả
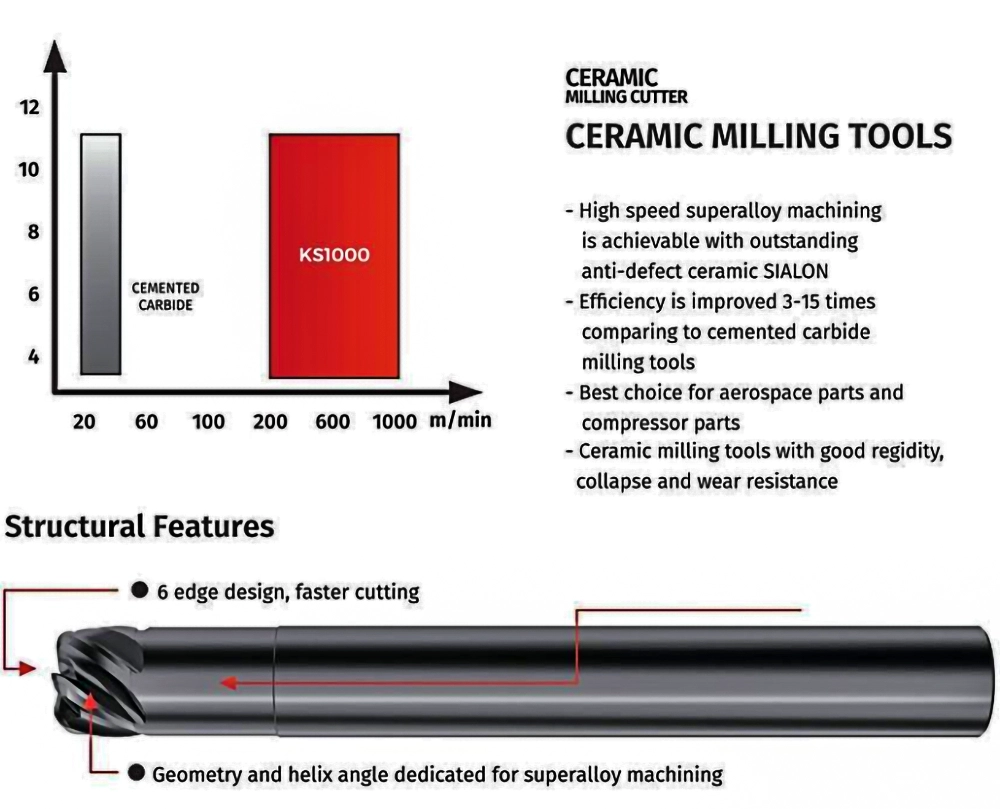
Ưu điểm nổi bật
- Vật liệu SIALON ceramic: chống mẻ, chống nứt, chịu nhiệt lên đến 1000°C
- Gia công khô: không cần dung dịch làm mát
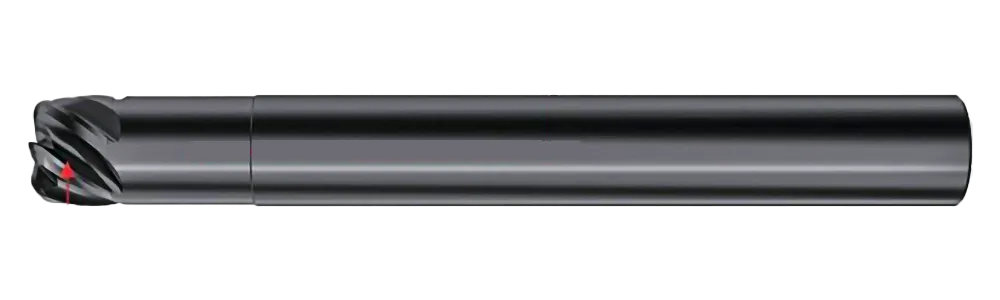
- Thiết kế 6 lưỡi cắt: tăng tốc độ cắt, giảm thời gian chu kỳ
- Hình học tối ưu: phù hợp ramping, phay mặt, phay biên
- Độ bền cao: giữ sắc bén lâu, giảm chi phí thay dao
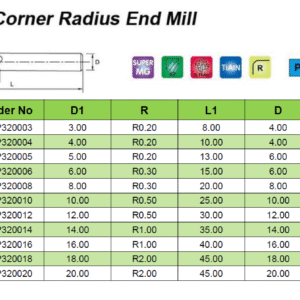
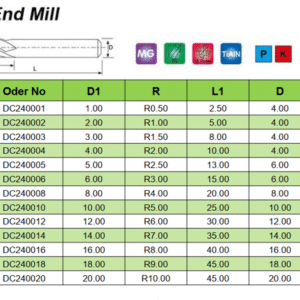
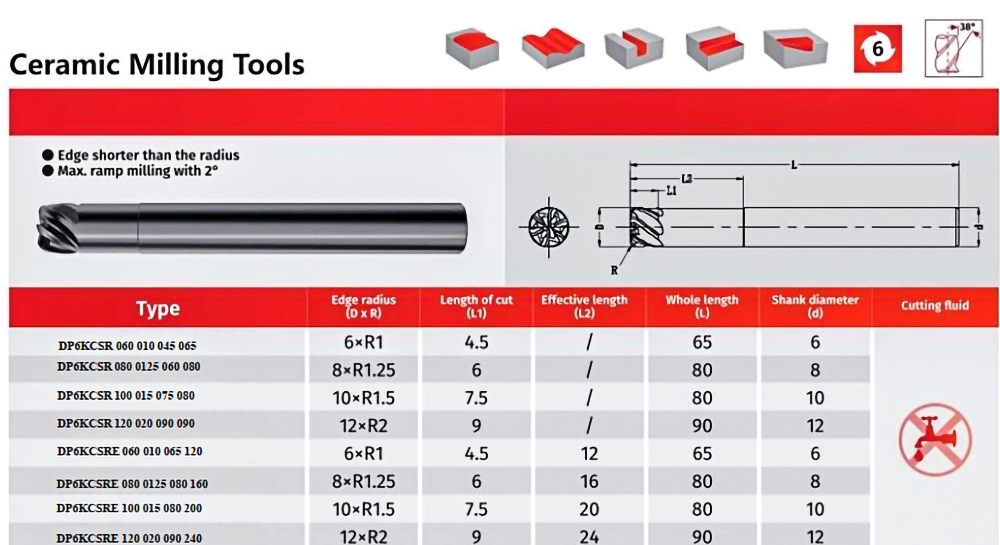
📐 Thông số kỹ thuật tiêu biểu (DPEKCSR series)
| Mã sản phẩm | Ø × R | L (cắt) | ℓ (hiệu dụng) | L1 (tổng) | Ød (chuôi) | Dung dịch làm mát |
|---|---|---|---|---|---|---|
| DPEKCSR 060 010 006 060 | 6×R1 | 4.5 | 7 | 65 | 6 | ✘ |
| DPEKCSR 080 010 008 080 | 8×R1 | 5 | 8 | 80 | 8 | ✘ |
| DPEKCSR 100 010 010 080 | 10×R1 | 5.5 | 9 | 80 | 10 | ✘ |
| DPEKCSR 120 010 012 240 | 12×R1 | 6 | 10 | 240 | 12 | ✘ |
Tất cả sản phẩm đều có thiết kế “Edge shorter than radius” – tăng độ cứng vững khi cắt.
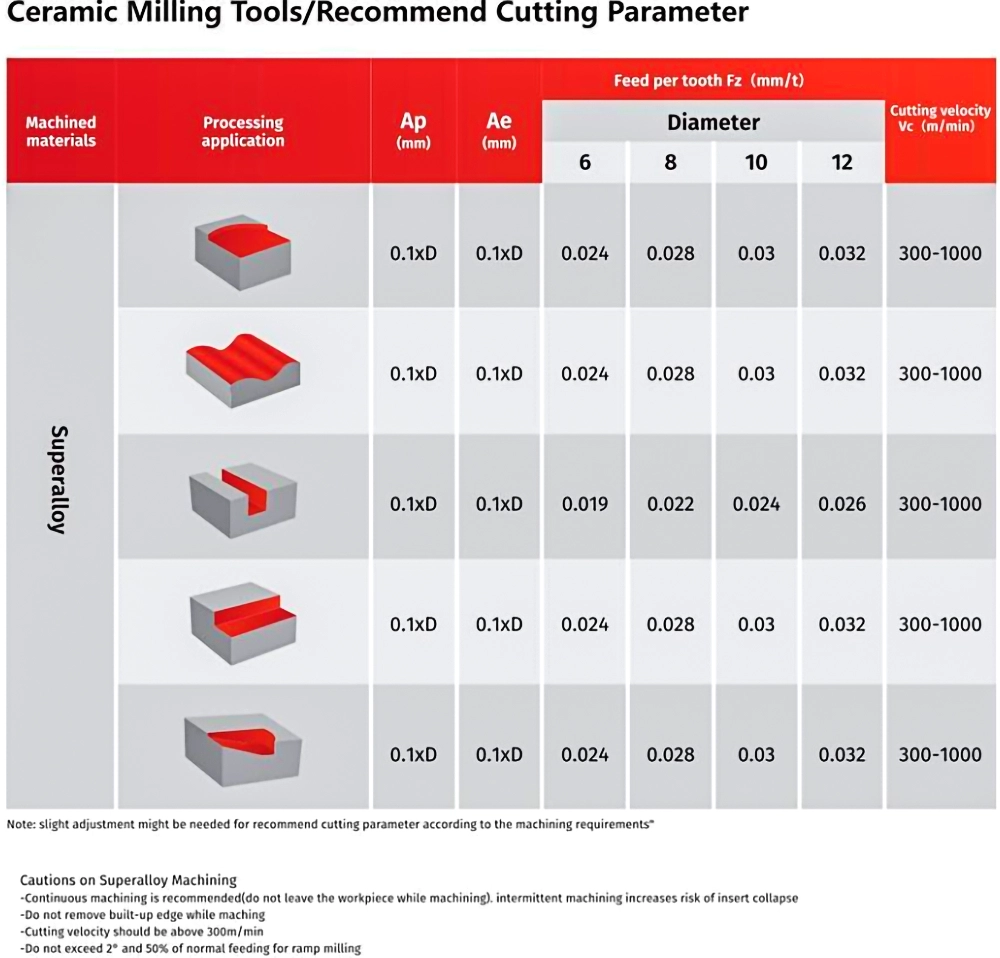
🔧 Thông số cắt khuyến nghị
◾ KPFM – Gia công thép nhóm P
| Ø dao (mm) | Ap (mm) | Ae (mm) | Fz (mm/răng) | Vc (m/phút) |
|---|---|---|---|---|
| 6 | 0.03D | 0.55D | 0.08 | 150–200 |
| 8 | 0.03D | 0.55D | 0.10 | 150–200 |
| 10 | 0.03D | 0.55D | 0.12 | 150–200 |
| 12 | 0.03D | 0.55D | 0.15 | 150–200 |
◾ KHFM – Gia công vật liệu đã tôi nhóm H
| Ø dao (mm) | Ap (mm) | Ae (mm) | Fz (mm/răng) | Vc (m/phút) |
|---|---|---|---|---|
| 6 | 0.03D | 0.55D | 0.04 | 70–100 |
| 8 | 0.03D | 0.55D | 0.05 | 70–100 |
| 10 | 0.03D | 0.55D | 0.06 | 70–100 |
| 12 | 0.03D | 0.55D | 0.08 | 70–100 |
⚠️ Lưu ý khi gia công superalloy
- Nên gia công liên tục, không để dao rời khỏi phôi
- Rough milling: tốc độ cắt khuyến nghị 300 m/phút
- Ramping: tốc độ cắt khuyến nghị 100 m/phút
🧩 Ứng dụng vật liệu
| Vật liệu | Tương thích |
|---|---|
| P – Thép carbon, thép hợp kim | ♦ |
| N – Nhôm, hợp kim nhẹ | ♦ |
| H – Vật liệu đã tôi cứng | ♦ |