Mô tả
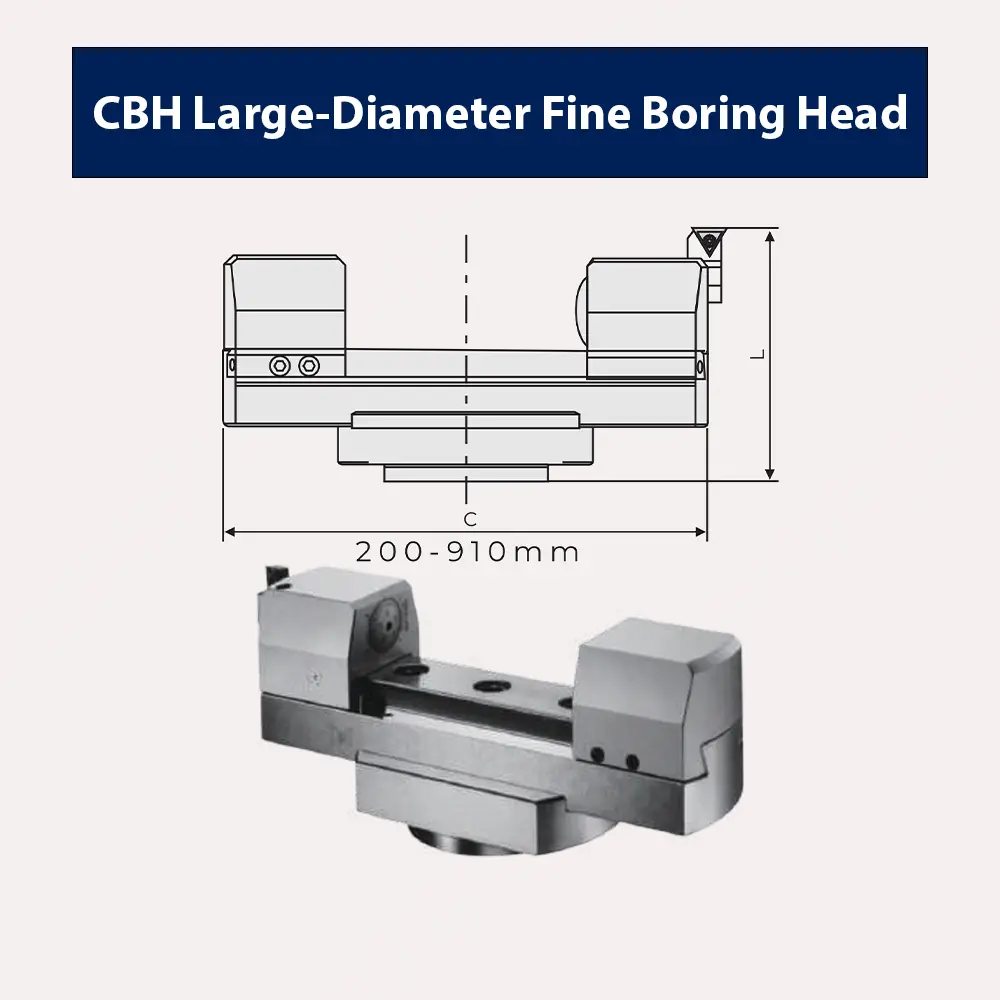
CBH Large-Diameter Fine Boring Head – 5 Ưu Điểm Vượt Trội Cho Tinh Boring Lỗ Φ200-910mm
CBH Fine Boring Head – Giải Pháp Tinh Boring Lỗ Lớn Từ An Mi Tools
CBH Large-Diameter Fine Boring Head do An Mi Tools phân phối chính hãng là hệ thống đầu boring chuyên dụng cho công đoạn fine boring (tinh boring) lỗ đường kính lớn từ Φ200 đến 910mm. Được thiết kế để sử dụng sau RBH rough boring head, CBH tạo ra bề mặt hoàn thiện với độ nhám Ra 0.8-1.6μm và tolerance IT8-IT9 (±0.03-0.05mm). Hệ thống sử dụng insert carbide TPGH090204 và TCMT110204 với cutting parameters tối ưu cho finishing operation.
Ưu điểm vượt trội: Finishing chính xác cao cho lỗ lớn, bề mặt trơn láng Ra 0.8-1.6μm, kết hợp hoàn hảo với RBH trong quy trình 2 bước, phù hợp turbine housing và large cylinder bore của các nhà máy cơ khí nặng tại Việt Nam.
An Mi Tools là đơn vị hàng đầu tại Việt Nam chuyên cung cấp giải pháp hệ thống boring head cho gia công lỗ lớn, với đội ngũ kỹ thuật tư vấn quy trình roughing-finishing hoàn chỉnh, tồn kho đầy đủ insert và phụ kiện thay thế, bảo hành 24 tháng và hỗ trợ kỹ thuật onsite tại các khu công nghiệp Bắc Ninh, Bình Dương, Đồng Nai.
5 Tính Năng Vượt Trội Của CBH Fine Boring Head
- Fine Boring Range Φ200-910mm: Chuyên dụng tinh boring lỗ siêu lớn sau công đoạn rough boring với RBH, đạt tolerance IT8-IT9 (±0.03-0.05mm) và độ nhám bề mặt Ra 0.8-1.6μm. Phù hợp cho turbine housing, large cylinder bore, pump body và các chi tiết cơ khí nặng yêu cầu độ chính xác cao.
- Cutting Parameters Tối Ưu Cho Finishing: Depth of cut 0.5-1mm/pass và feed rate 0.1-0.2mm/rev được tối ưu hóa cho finishing operation, giảm thiểu rung động, tăng tuổi thọ insert và đảm bảo bề mặt hoàn thiện trơn láng. Cutting speed 80-120m/min cho cast iron, 60-100m/min cho steel.
- Insert Carbide TPGH/TCMT Chất Lượng Cao: Sử dụng insert TPGH090204 (trigon shape) và TCMT110204 (diamond shape) với geometry được thiết kế riêng cho finishing operation. Chip breaker kiểm soát phoi tốt, giảm rung, tăng tuổi thọ cutting edge 30-50% so với insert thông thường.
- Hệ Thống 2 Bước RBH + CBH: CBH hoạt động hoàn hảo trong quy trình 2 bước: RBH rough boring (loại bỏ 80-90% vật liệu, depth of cut 3-5mm) → CBH fine boring (finishing 0.5-1mm, tạo bề mặt cuối cùng). Giảm 40% thời gian gia công so với boring truyền thống 1 bước.
- Rigid Construction & Damping Design: Thân CBH được gia công từ alloy steel với độ cứng vững cao, hệ thống damping giảm rung động khi boring lỗ sâu. Tool overhang compensation system đảm bảo độ chính xác khi boring depth lớn hơn 3D. Tương thích với BT40, BT50, CAT40, CAT50, HSK63.
Thông Số Kỹ Thuật Chi Tiết CBH Fine Boring Head
| Thông Số | Giá Trị |
|---|---|
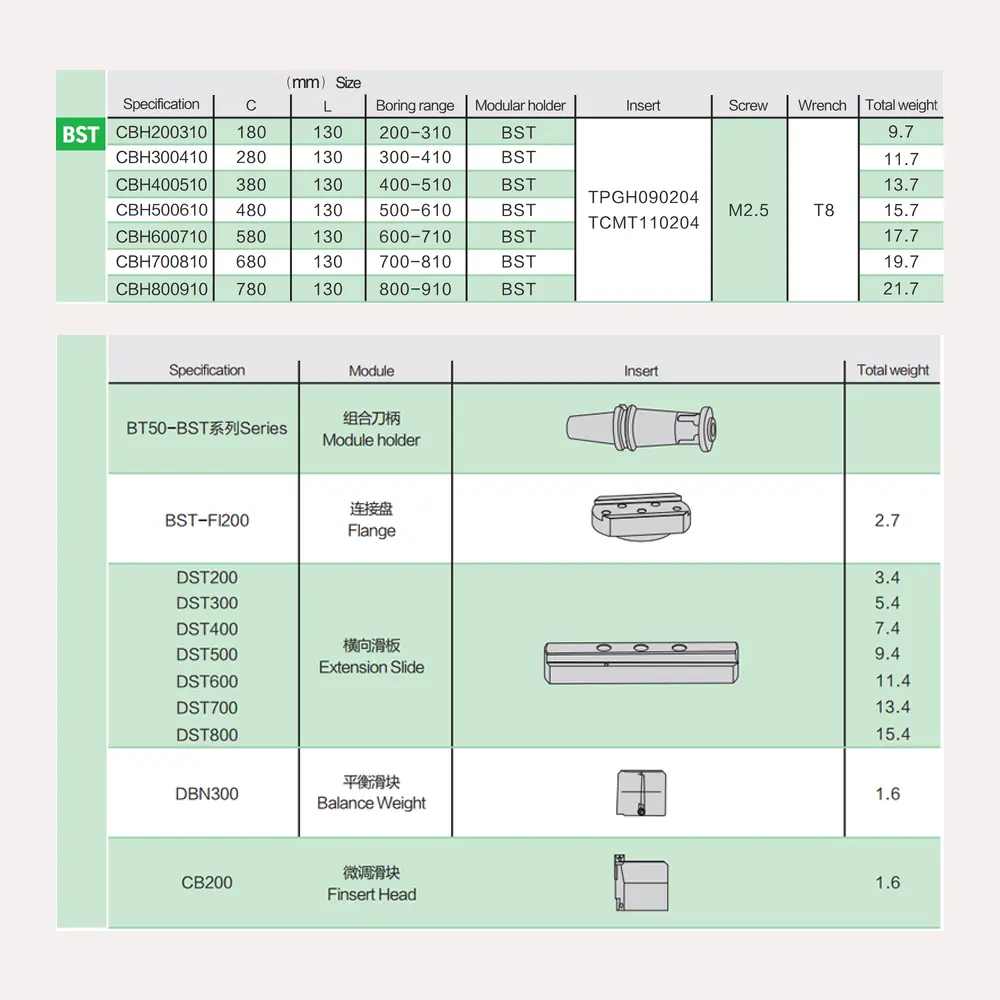
| Boring Range | Φ200 – 910mm (7 models: 200-280, 280-370, 370-480, 480-610, 610-750, 750-850, 850-910mm) |
| Insert Type | TPGH090204 (trigon), TCMT110204 (diamond), carbide grade IC907/IC908 |
| Depth of Cut (Fine Boring) | 0.5-1mm/pass (finishing operation after RBH rough boring) |
| Feed Rate | 0.1-0.2mm/rev (optimized for surface finish Ra 0.8-1.6μm) |
| Cutting Speed | Cast iron: 80-120m/min, Steel: 60-100m/min, Stainless: 40-80m/min |
| Achievable Tolerance | IT8-IT9 (±0.03-0.05mm tùy boring diameter) |
| Surface Finish | Ra 0.8-1.6μm (mirror-like finish cho turbine housing) |
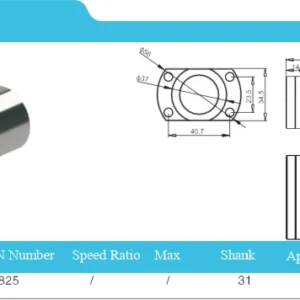
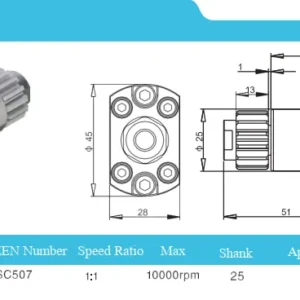
| Tool Holder Compatibility | BT40, BT50, CAT40, CAT50, HSK63 (adapter included) |
| Max Boring Depth | Up to 3D (3 times diameter) với damping support |
| Material Compatibility | Cast iron, steel, stainless steel, aluminum, brass (with coolant) |
| Weight Range | 8-35 kg (tùy model Φ200 đến Φ910) |
| Applications | Turbine housing, large cylinder bore, pump body, gearbox housing, bearing housing |
Lưu ý: CBH phải sử dụng sau RBH rough boring để đạt hiệu quả tối ưu. Quy trình chuẩn: RBH rough (loại bỏ 80-90% vật liệu, depth 3-5mm) → CBH fine (finishing 0.5-1mm, Ra 0.8-1.6μm). Coolant bắt buộc cho boring depth >2D. Thay insert định kỳ sau mỗi 50-100 lỗ tùy material.
7 Ứng Dụng Thực Tế CBH Fine Boring Head Tại Các Nhà Máy Việt Nam
- Turbine Housing Finishing (Nhà máy Nhiệt điện): Fine boring lỗ turbine housing Φ400-800mm sau RBH rough boring, đạt Ra 1.0-1.2μm, IT8 tolerance (±0.03mm) cho bề mặt tiếp xúc với turbine blades. Quy trình: RBH rough 5mm/pass → CBH fine 0.8mm/pass với TPGH090204 insert, cutting speed 90m/min, feed 0.15mm/rev. Giảm 35% thời gian so với boring truyền thống 1 bước.
- Large Cylinder Bore Finishing (Nhà máy Động cơ Diesel): Tinh boring lỗ cylinder diesel engine Φ500-900mm bằng gang đúc, đạt bề mặt Ra 0.8-1.6μm cho piston sealing chặt khít. Quy trình: RBH rough (loại bỏ 90% vật liệu, 4mm/pass) → CBH fine (0.5-0.8mm/pass, TCMT110204 insert). Tolerance IT9 (±0.05mm), honing sau CBH chỉ cần 0.1-0.2mm để đạt bề mặt cuối cùng.
- Pump Body Finishing (Nhà máy Bơm công nghiệp): Fine boring lỗ pump body cast iron Φ250-600mm, tolerance IT9 (±0.05mm) cho impeller housing. CBH với TPGH insert, cutting speed 100m/min, coolant through spindle đảm bảo chip evacuation tốt. Bề mặt Ra 1.2-1.6μm, giảm 40% thời gian finishing so với grinding.
- Gearbox Housing (Nhà máy Dệt may, Thép): Tinh boring bearing bore Φ200-450mm trên gearbox housing gang đúc hoặc thép đúc. Quy trình RBH + CBH đạt tolerance IT8 (±0.03mm) cho bearing fit H7/h6. TCMT110204 insert với chip breaker kiểm soát phoi tốt, giảm rung động khi boring lỗ sâu (depth 2-3D).
- Heavy Machinery Parts (Nhà máy Cơ khí nặng): Fine boring lỗ trên machine bed, press frame, rolling mill housing Φ300-850mm. CBH với rigid construction chống rung tốt khi boring lỗ sâu, đạt parallelism <0.05mm/300mm. Sử dụng damping bar cho boring depth >2.5D.
- Marine Engine Components (Nhà máy Đóng tàu): Tinh boring cylinder liner bore Φ400-750mm cho marine diesel engines, đạt Ra 1.0μm với TPGH insert grade IC908 (high toughness). Coolant qua spindle 4-6MPa đảm bảo nhiệt độ ổn định, tuổi thọ insert tăng 40%.
- Aerospace & Defense (Nhà máy Hàng không): Fine boring lỗ precision parts Φ200-500mm cho aircraft landing gear housing, rocket nozzle housing bằng stainless steel. CBH đạt IT7-IT8 tolerance, Ra 0.8-1.2μm với TCMT insert grade IC907 (wear resistant), cutting speed 50-70m/min cho stainless 316L.
So Sánh CBH Fine Boring vs RBH Rough Boring vs Traditional Single-Step Boring
| Tiêu Chí | CBH Fine Boring (2-step) | RBH Rough Boring (2-step) | Traditional Boring (1-step) |
|---|---|---|---|
| Boring Range | Φ200-910mm (finishing) | Φ200-910mm (roughing) | Φ200-910mm (roughing+finishing) |
| Depth of Cut | 0.5-1mm/pass (fine) | 3-5mm/pass (rough) | 1-2mm/pass (compromise) |
| Surface Finish | Ra 0.8-1.6μm ⭐⭐⭐⭐⭐ | Ra 6.3-12.5μm (rough) | Ra 3.2-6.3μm ⭐⭐⭐ |
| Tolerance | IT8-IT9 (±0.03-0.05mm) ⭐⭐⭐⭐⭐ | IT11-IT12 (±0.1-0.2mm) | IT9-IT10 (±0.05-0.08mm) ⭐⭐⭐⭐ |
| Material Removal Rate | Low (finishing only) | High (80-90% vật liệu) ⭐⭐⭐⭐⭐ | Medium ⭐⭐⭐ |
| Tool Life | 50-100 lỗ/insert ⭐⭐⭐⭐ | 20-40 lỗ/insert (high wear) | 30-60 lỗ/insert ⭐⭐⭐ |
| Machining Time | Fast (0.5-1mm/pass) ⭐⭐⭐⭐ | Fast (3-5mm/pass) ⭐⭐⭐⭐⭐ | Slow (1-2mm/pass) ⭐⭐ |
| Total Time (2-step) | RBH+CBH: 100% (baseline) ⭐⭐⭐⭐⭐ | Single-step: 140% (+40%) ⭐⭐ | |
| Insert Type | TPGH/TCMT (finishing geometry) | CNMG/TNMG (roughing geometry) | Universal insert (compromise) |
| Cost per Part | Low (fast + long tool life) ⭐⭐⭐⭐⭐ | Medium (high MRR) | High (slow + short tool life) ⭐⭐ |
| Ứng Dụng Tốt Nhất | Finishing turbine, cylinder, pump | Roughing large holes, high MRR | Small batches, simple parts |
Kết luận: Quy trình 2 bước RBH (rough) + CBH (fine) giảm 40% thời gian gia công và tăng 50% tuổi thọ insert so với boring truyền thống 1 bước. CBH chỉ nên dùng cho finishing sau RBH, không dùng độc lập để rough boring.
Hướng Dẫn Lựa Chọn & Quy Trình Sử Dụng CBH Fine Boring Head
Bước 1: Xác Định Boring Range & Chọn Model CBH
- Đo đường kính lỗ cần boring: Φ200-280mm → CBH-200, Φ280-370mm → CBH-280, Φ370-480mm → CBH-370, Φ480-610mm → CBH-480, Φ610-750mm → CBH-610, Φ750-850mm → CBH-750, Φ850-910mm → CBH-850.
- Kiểm tra tolerance yêu cầu: IT8 (±0.03mm) cho turbine housing, IT9 (±0.05mm) cho pump body, cylinder bore.
- Xác định surface finish yêu cầu: Ra 0.8-1.2μm cho high-precision parts, Ra 1.2-1.6μm cho general machining.
Bước 2: Quy Trình Rough Boring Với RBH
- Sử dụng RBH rough boring head để loại bỏ 80-90% vật liệu với depth of cut 3-5mm/pass, feed 0.3-0.5mm/rev.
- Để lại allowance 0.5-1.5mm cho CBH fine boring (tùy material: cast iron 0.5-1mm, steel 1-1.5mm).
- Kiểm tra đường kính lỗ sau RBH bằng inside micrometer hoặc bore gauge, đảm bảo uniform allowance.
Bước 3: Setup CBH Fine Boring Head
- Lắp CBH vào tool holder (BT40/BT50/CAT40/CAT50/HSK63), kiểm tra run-out <0.01mm bằng dial indicator.
- Lắp insert TPGH090204 (trigon) hoặc TCMT110204 (diamond) tùy ứng dụng: TPGH cho general finishing, TCMT cho heavy cutting.
- Điều chỉnh cutting diameter bằng adjustment screw, kiểm tra bằng micrometer. Setting diameter = final diameter – 0.05mm (để có 1 pass cuối cùng).
- Thiết lập coolant through spindle, pressure 4-6MPa cho chip evacuation và cooling tốt.
Bước 4: Cutting Parameters Cho CBH Fine Boring
- Depth of cut: 0.5-1mm/pass (0.5mm cho finishing cuối cùng, 0.8-1mm cho semi-finishing).
- Feed rate: 0.1-0.2mm/rev (0.1mm/rev cho Ra <1.2μm, 0.15-0.2mm/rev cho Ra 1.2-1.6μm).
- Cutting speed: Cast iron: 80-120m/min, Steel: 60-100m/min, Stainless: 40-80m/min, Aluminum: 150-250m/min.
- Spindle RPM: RPM = (Cutting speed × 1000) / (π × Diameter). Ví dụ: Φ400mm, 100m/min → RPM = (100 × 1000) / (3.14 × 400) = 80 RPM.
Bước 5: Fine Boring & Kiểm Tra Chất Lượng
- Thực hiện 1-2 pass với CBH: Pass 1 (0.8-1mm allowance), Pass 2 (0.05-0.2mm finishing pass cuối cùng).
- Kiểm tra đường kính lỗ bằng inside micrometer hoặc bore gauge sau mỗi pass, điều chỉnh nếu cần.
- Đo độ nhám bề mặt bằng roughness tester (Ra target: 0.8-1.6μm).
- Kiểm tra roundness, cylindricity bằng CMM hoặc bore gauge (tolerance IT8-IT9).
Bước 6: Bảo Dưỡng CBH & Insert
- Thay insert TPGH/TCMT sau 50-100 lỗ (tùy material: cast iron 100 lỗ, steel 50-70 lỗ, stainless 30-50 lỗ).
- Làm sạch CBH bằng compressed air sau mỗi ca, kiểm tra adjustment screw không bị mòn.
- Bôi trơn adjustment mechanism mỗi tuần, kiểm tra run-out định kỳ.
- Bảo quản CBH trong hộp chống ẩm, tránh va đập làm mất chính xác.
Câu Hỏi Thường Gặp Về CBH Fine Boring Head
1. CBH có thể sử dụng độc lập mà không cần RBH rough boring không?
Trả lời: Không nên. CBH được thiết kế riêng cho fine boring với depth of cut 0.5-1mm/pass. Nếu dùng CBH để rough boring (depth >2mm), insert sẽ bị quá tải, tuổi thọ giảm 70-80% và bề mặt kém chất lượng. Quy trình chuẩn: RBH rough (loại bỏ 80-90% vật liệu) → CBH fine (finishing 0.5-1.5mm allowance).
2. Insert TPGH và TCMT khác nhau như thế nào? Khi nào dùng loại nào?
Trả lời: TPGH (trigon shape, 3 cạnh cắt) có góc nhọn hơn, phù hợp cho general finishing, chip evacuation tốt. TCMT (diamond shape, 4 cạnh cắt) có góc tù hơn, bền hơn, phù hợp cho heavy cutting, material cứng. Khuyến nghị: TPGH cho cast iron, aluminum; TCMT cho steel, stainless steel.
3. Làm thế nào để đạt surface finish Ra <1.0μm với CBH?
Trả lời: (1) Giảm feed rate xuống 0.08-0.1mm/rev, (2) Giảm depth of cut xuống 0.3-0.5mm cho pass cuối cùng, (3) Tăng cutting speed lên 10-20% (nếu máy cho phép), (4) Sử dụng insert grade IC908 (high finish), (5) Đảm bảo coolant through spindle pressure 5-6MPa, (6) Kiểm tra run-out <0.005mm. Với các điều kiện này, CBH có thể đạt Ra 0.8-1.0μm trên cast iron và steel.
4. CBH có thể boring lỗ sâu (depth >3D) không?
Trả lời: CBH có thể boring up to 3D (3 times diameter) với damping support bar. Ví dụ: Φ400mm có thể boring depth 1200mm với damping bar. Nếu boring depth >3D, cần sử dụng steady rest hoặc giảm depth of cut xuống 0.3-0.5mm/pass để giảm rung động. An Mi Tools cung cấp damping bar kit cho CBH boring lỗ sâu.
5. Chi phí sử dụng CBH + RBH có đắt hơn boring truyền thống 1 bước không?
Trả lời: Không. Quy trình 2 bước RBH + CBH có chi phí thấp hơn 25-30% so với boring truyền thống 1 bước nhờ: (1) Thời gian gia công giảm 40%, (2) Tuổi thọ insert tăng 50%, (3) Giảm thời gian finishing sau boring (ít hoặc không cần grinding/honing). Đầu tư ban đầu cao hơn nhưng ROI (return on investment) đạt sau 6-12 tháng tùy production volume.
6. An Mi Tools có hỗ trợ kỹ thuật onsite cho việc setup CBH + RBH không?
Trả lời: Có. An Mi Tools cung cấp dịch vụ kỹ thuật onsite miễn phí tại các khu công nghiệp Bắc Ninh, Bình Dương, Đồng Nai, Hải Phòng cho khách hàng mua CBH + RBH combo. Dịch vụ bao gồm: (1) Setup machine & tool holder, (2) Cutting parameters optimization, (3) Training vận hành & bảo dưỡng, (4) Troubleshooting trong 3 tháng đầu. Gọi hotline 091 519 2325 để đặt lịch hỗ trợ.
Tài Nguyên Tham Khảo Thêm
Vì Sao Chọn An Mi Tools Cho Giải Pháp CBH Fine Boring?
- Chuyên gia quy trình 2 bước RBH + CBH: An Mi Tools tư vấn quy trình hoàn chỉnh từ roughing đến finishing, tối ưu thời gian gia công và chi phí insert.
- Tồn kho đầy đủ insert & phụ kiện: TPGH090204, TCMT110204, damping bar, adjustment tools luôn sẵn sàng giao ngay trong ngày tại Hà Nội, TP.HCM.
- Hỗ trợ kỹ thuật onsite 24/7: Đội ngũ kỹ sư An Mi Tools hỗ trợ setup, training, troubleshooting tại nhà máy khách hàng (Bắc Ninh, Bình Dương, Đồng Nai, Hải Phòng).
- Bảo hành 24 tháng, đổi trả trong 30 ngày: CBH được bảo hành 24 tháng, miễn phí đổi trả nếu không đạt tolerance IT8-IT9 hoặc Ra 0.8-1.6μm.
- Giá cạnh tranh, hỗ trợ trả góp: Giá CBH cạnh tranh nhất thị trường, hỗ trợ trả góp 0% lãi suất cho đơn hàng >50 triệu VNĐ.
Tải Catalog & Nhận Báo Giá CBH Fine Boring Head
Catalog Tooling Systems bao gồm full specs 7 CBH models Φ200-910mm, insert recommendations TPGH/TCMT, cutting parameters chi tiết, và workflow integration với RBH rough boring.
📞 Liên Hệ Tư Vấn & Đặt Hàng CBH Fine Boring Head
An Mi Tools cung cấp CBH Fine Boring Head chính hãng, tư vấn kết hợp RBH + CBH cho quy trình boring hoàn chỉnh, bảo hành 24 tháng và hỗ trợ kỹ thuật 24/7.
🏢 Trụ sở Hà Nội
P.409, Cầu thang 5, CT4-ĐN3, Khu đô thị Sông Đà Mỹ Đình, Đường Đỗ Đình Thiện, Phường Từ Liêm, Thành phố Hà Nội.
🏢 Chi nhánh TP. Hồ Chí Minh
75 Đỗ Xuân Hợp, Phường Phước Long, Thành phố Hồ Chí Minh
🏢 Chi nhánh Hải Phòng
P2825 Hoàng Huy Grand Tower, số 2A Sở Dầu, Phường Hồng Bàng, Thành phố Hải Phòng
🏢 Chi nhánh Đà Nẵng
85 Hoàng Văn Thái, Phường Hòa Khánh, Thành phố Đà Nẵng